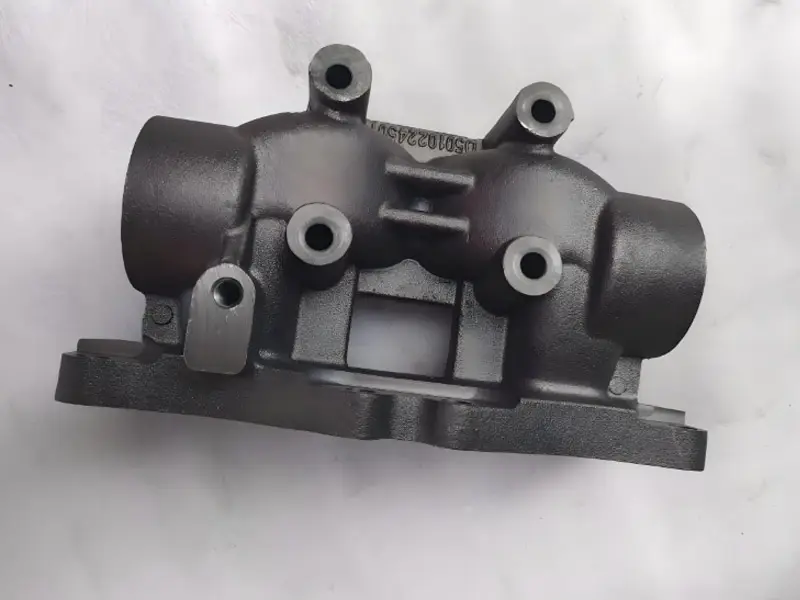
Otomobil Egzoz Manifoldu



| Ürün Adı: | Otomobil Egzoz Manifoldu |
| Anahtar kelimeler: | Otomobil Egzoz Manifoldu |
| Sanayi: | Toplu taşıma - Havacılık |
| El Sanatları: | döküm - kum döküm |
| Malzeme: | dökme çelik |
İşleme üreticileri
- Benzer ürünler sağlayan 54 üreticisi var
- Bu işleme teknolojisini sağlayan 129 üreticisi var
- Bu malzeme işleme hizmetini sağlayan 104 üretici var
- Bu sektörde işleme hizmetleri sağlayan 140 üretici bulunmaktadır
Ürün Detayları
Otomobil egzoz manifoldu, egzoz sisteminin temel bir bileşenidir, motor bloğuna bağlanır ve her silindirin egzoz gazlarını toplayıp egzoz borusuna yönlendirmekten sorumludur. Otomobil egzoz manifoldu genellikle döküm işlemiyle üretilir. Döküm, karmaşık şekillerde, yüksek sıcaklığa dayanıklı parçaların verimli bir şekilde üretilmesini sağladığı için egzoz manifoldu üretiminde ana yöntemdir. Ancak, yüksek performanslı modifikasyon veya yarış uygulamalarında, performansı optimize etmek ve ağırlığı azaltmak için boru kaynağı (döküm olmayan) kullanılarak boru şeklinde manifoldlar da üretilebilir.
Egzoz Manifoldu Üretiminde Döküm İşleminin Uygulanması
Döküm işleminin egzoz manifoldları için uygun olmasının nedeni, karmaşık geometrik şekilleri (birden fazla silindiri tek bir çıkışa bağlama ihtiyacı) ve yüksek sıcaklık dayanımı gereksinimleridir. Yaygın döküm yöntemleri şunlardır:
- Kum Dökümü:
- Süreç: Manifoldun şeklini oluşturmak için kum kalıpları kullanılır, erimiş metal (örneğin sfero döküm) dökülür ve soğuduktan sonra kalıp çıkarılır.
- Avantajlar: Düşük maliyetli, büyük ölçekli üretim için uygundur (örneğin, orijinal otomobiller veya ticari araçlar).
- Dezavantajlar: Yüzey pürüzlü, düşük hassasiyetli, ağır (5-10kg).
- Uygulama: Volkswagen, Toyotanın sıradan aile otomobilleri gibi ekonomik modellerde yaygındır.
- Hassas Döküm (Kayıp Balmumu Dökümü):
- Süreç: Balmumu kalıpları kullanılarak hassas bir model oluşturulur, seramik kabukla kaplandıktan sonra balmumu kalıp eritilir, paslanmaz çelik veya yüksek sıcaklık alaşımı dökülür ve soğuduktan sonra kabuk kırılır.
- Avantajlar: Yüzey pürüzsüz, yüksek boyutsal doğruluk (±0.1mm), karmaşık tasarımlar için uygundur.
- Dezavantajlar: Yüksek maliyetli, uzun üretim döngüsü.
- Uygulama: BMW M serisi veya AMG modelleri gibi üst düzey modeller veya modifiye manifoldlar.
- Malzemeler:
- Sfero Döküm: Yüksek sıcaklığa dayanıklı (800-1000°Cye kadar), düşük maliyetli, orijinal manifoldlarda yaygın olarak kullanılır.
- Paslanmaz Çelik (304 veya 409 gibi): Korozyona dayanıklı, hafif, yüksek performanslı veya modifiye manifoldlarda yaygındır.
- Yüksek Sıcaklık Alaşımı (Inconel gibi): Yarış veya turboşarjlı modellerde kullanılır, 1200°Cye kadar sıcaklığa dayanabilir, ancak pahalıdır.
Döküm Olmayan İşlem: Boru Kaynaklı Manifold
Yüksek performanslı modifikasyon veya yarış alanında, egzoz manifoldları döküm yerine boru kaynağı ile üretilebilir ( "boru şeklinde manifold" veya "headers" olarak adlandırılır):
- İşlem Akışı:
- Boru Seçimi: Paslanmaz çelik (304/316) veya titanyum alaşımı, 1.5-2.5mm duvar kalınlığı.
- Boru Bükme: CNC boru bükme makinesi (CNC tube bender) boruyu tasarlanan şekle büker, her silindir egzoz portuna uyacak şekilde.
- Kaynak: TIG argon ark kaynağı, boru bölümlerini ve flanşları bağlar, hava geçirmezlik ve mukavemet sağlar.
- Yüzey İşlemi: Isı direncini ve estetiği artırmak için parlatma veya seramik kaplama.
- Avantajlar:
- Hafif: Dökme demir manifoldlardan %30-50 daha hafif (yaklaşık 2-5kg).
- Performans Optimizasyonu: Egzoz akışını optimize eder, geri basıncı azaltır, yüksek devirde beygir gücünü artırır ( %5-15 artış sağlayabilir).
- Özelleştirilebilirlik: Boru çapı ve uzunluğu, model ve motora (örneğin turboşarjlı veya doğal emişli) göre ayarlanabilir.
- Dezavantajlar:
- Yüksek maliyet (malzeme ve markaya bağlı olarak 2000-10.000 yuan).
- Karmaşık üretim, yüksek hassasiyetli ekipman ve yetenekli teknik bilgi gerektirir.
- Uygulama: Yarış arabaları, modifiye arabalar (Subaru WRX, Honda Civic Type R gibi) veya üst düzey markalar (Akrapovic, HKS gibi).
Benzer Ürünler
Daha fazlası
Eksenel Fan Gövdesinin İşlenmesinde Kullanılan İşleme Süreçleri Nelerdir
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği

Karbon Çelik Sabit Ankraj Plakası İşleme Süreci Analizi
- El Sanatları : işleme - CNC frezeleme veya frezeleme
- Malzeme : karbon çeliği

Kalın Duvarlı Flanşların Torna-Freze Kombinasyonlu İşlenmesi ve Kusur Tespiti
- El Sanatları : işleme - Tornalama ve frezeleme
- Malzeme : alaşımlı çelik

Petrol Sondaj Platformlarında Matkap Sabitleyici Uygulaması
- El Sanatları : işleme - Beş eksenli işleme
- Malzeme : alaşımlı çelik

İnşaat Mühendisliği için S355JR Kaynaklı H Kirişlerin Özel Üretimi
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği

Bina Uygulamaları için U-Çelik Profillerin Hassas İşlenmesi
- El Sanatları : damgalama - Sıradan damgalama
- Malzeme : Alüminyum

Konik Kırıcı Kırma Mantosu
- El Sanatları : -
- Malzeme :

Yenilikçi sıyırma teknolojisi: Yüksek yoğunluklu ısı dağıtma teknolojisinin darboğazını aşmak
- El Sanatları : Yüzey işleme - diğer
- Malzeme : alaşımlı çelik
Daha Fazla Ürün
Daha fazlasıEksenel Fan Gövdesinin İşlenmesinde Kullanılan İşleme Süreçleri Nelerdir
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği
Karbon Çelik Sabit Ankraj Plakası İşleme Süreci Analizi
- El Sanatları : işleme - CNC frezeleme veya frezeleme
- Malzeme : karbon çeliği
Kalın Duvarlı Flanşların Torna-Freze Kombinasyonlu İşlenmesi ve Kusur Tespiti
- El Sanatları : işleme - Tornalama ve frezeleme
- Malzeme : alaşımlı çelik
Petrol Sondaj Platformlarında Matkap Sabitleyici Uygulaması
- El Sanatları : işleme - Beş eksenli işleme
- Malzeme : alaşımlı çelik
İnşaat Mühendisliği için S355JR Kaynaklı H Kirişlerin Özel Üretimi
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği
Bina Uygulamaları için U-Çelik Profillerin Hassas İşlenmesi
- El Sanatları : damgalama - Sıradan damgalama
- Malzeme : Alüminyum
Konik Kırıcı Kırma Mantosu
- El Sanatları : -
- Malzeme :
Yenilikçi sıyırma teknolojisi: Yüksek yoğunluklu ısı dağıtma teknolojisinin darboğazını aşmak
- El Sanatları : Yüzey işleme - diğer
- Malzeme : alaşımlı çelik