Raylı Sistem Dökme Demir Parça İşleme


| Ürün Adı: | Raylı Sistem Dökme Demir Parça İşleme |
| Anahtar kelimeler: | Raylı Sistem Dökme Demir Parça İşleme |
| Sanayi: | Toplu taşıma - Demiryolu taşımacılığı |
| El Sanatları: | döküm - kayıp köpük dökümü |
| Malzeme: | dökme çelik |
İşleme üreticileri
- Benzer ürünler sağlayan 44 üreticisi var
- Bu işleme teknolojisini sağlayan 170 üreticisi var
- Bu malzeme işleme hizmetini sağlayan 62 üretici var
- Bu sektörde işleme hizmetleri sağlayan 136 üretici bulunmaktadır
Ürün Detayları
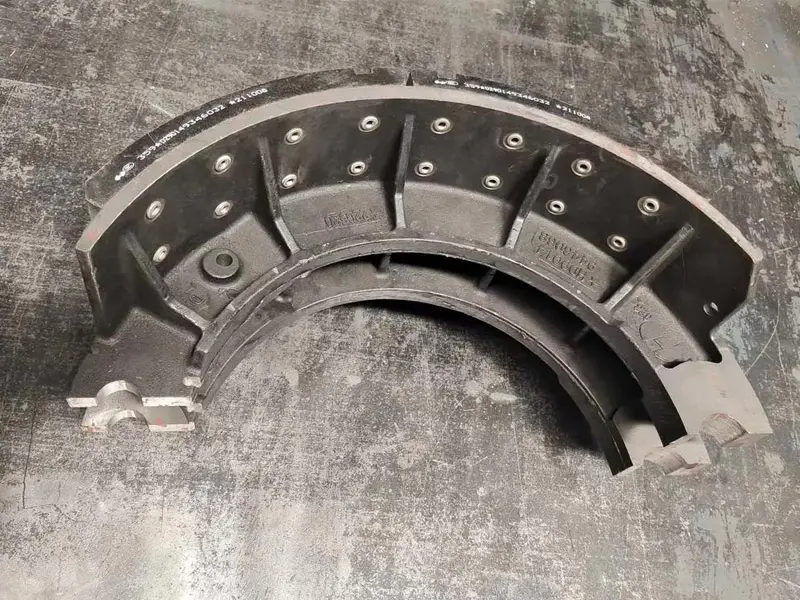
Raylı sistem dökme demir parça işleme, raylı sistemler (metro, hızlı tren, demiryolu vb.) için dökme demir parçaların üretilmesi sürecidir. Bu parçalar, demiryolu hatlarında, araç parçalarında ve ilgili altyapılarda yaygın olarak kullanılır ve güvenlik ve dayanıklılığı sağlamak için yüksek mukavemet, aşınma direnci ve yüksek hassasiyet gerektirir.
Dökme demir parçalar, raylı sistemlerde başlıca aşağıdaki alanlarda kullanılır:
- Ray Sistemi:
- Bağlantı Elemanı Sistemi: Rayları sabitlemek ve ray stabilitesini sağlamak için kullanılan bağlantı elemanları, ray bağlantı plakaları (balık plakaları) ve taban plakaları gibi.
- Makas Parçaları: Trenlerin hat değiştirmesi için kullanılan dökme manganezli çelik makas dili (frogs), makas yastık plakaları gibi.
- Diğer Ray Malzemeleri (OTM): Ray performansını artırmak için kullanılan bağlantı plakaları (tie plates), tamponlar ve atalet geciktiriciler (inert retarders) gibi.
- Araç Parçaları:
- Tekerlekler ve Göbekler: Trenin ağırlığını taşıyan ve güç aktarımını sağlayan, yüksek mukavemet ve aşınma direnci gerektiren.
- Fren Sistemi: Yavaşlama veya durma için sürtünme sağlayan fren pabuçları (brake shoes) gibi.
- Araç Gövdesi Bağlantı Elemanları: Ağır yük ve darbeye dayanması gereken vagon kancası yuvası, şasi bağlantı elemanları gibi.
- Altyapı:
- Destek Yapıları: Kazı destek veya istasyon yapıları için kullanılan kafes kolon tabanları, braketler gibi.
- Diğer: Bakım ekipmanı parçaları, boru bağlantı parçaları vb. gibi.
Dökme Demir Parça İşleme Süreci
Raylı sistem dökme demir parçalarının işlenmesi, yüksek hassasiyet ve sıkı kalite gereksinimlerini karşılamalıdır. İşlem akışı aşağıdaki gibidir:
- Tasarım ve Kalıp Üretimi:
- Tasarım çizimlerine (《Demiryolu Ray Tasarım Standardı》GB50090-2006 vb. ile uyumlu) göre yüksek hassasiyetli kum kalıpları veya metal kalıplar üretin.
- Çekme boşlukları, gaz boşlukları vb. kusurları azaltmak için CAD/CAM yazılımını kullanarak döküm yapısını optimize edin.
- Eritme ve Döküm:
- Malzeme Eritme: Malzeme performansını sağlamak için karbon eşdeğeri (CE) ve küreselleştirici (magnezyum gibi) oranını kontrol ederek gri dökme demir veya sfero dökme demiri eritmek için orta frekanslı indüksiyonlu fırın kullanın.
- Döküm İşlemi: Döküm yüzeyinin pürüzsüzlüğünü ve boyutsal doğruluğunu sağlamak için yaygın olarak kum kalıplama (reçine kumu veya kaplanmış kum) veya statik basınçlı döküm (Hu Yong Groupun işlemi gibi) kullanın.
- Parametre Kontrolü:
- Döküm sıcaklığı: 1350-1450°C (gri dökme demir), 1450-1500°C (sfero dökme demir).
- Soğutma hızı: Grafit morfolojisini optimize etmek için soğutma süresini kontrol edin (sfero dökme demirin küreselleşme oranı ≥%90 gibi).
- Makine İşleme:
- CNC İşleme: Toleransları (CT8 sınıfı gibi) ve yüzey pürüzlülüğünü (Ra6.3-25μm) sağlamak için CNC tezgahları (torna, freze, matkap) kullanarak hassas işleme yapın.
- İsviçre Tipi İşleme: Pimler ve bağlantı elemanları gibi yüksek hassasiyetli küçük partili parçalar için kullanılır.
- Yüzey İşlemi: Aşınma direncini ve mukavemeti artırmak için bilyalı temizleme, ısıl işlem (östenitleme veya normalizasyon gibi).
Önceki makale : Metro Ayarlanabilir Çelik Boru Kolon
Sonraki makale : Raylı Sistem Tünel Kalıp İçi Hafen Kanalı
Benzer Ürünler
Daha fazlası
Eksenel Fan Gövdesinin İşlenmesinde Kullanılan İşleme Süreçleri Nelerdir
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği

Karbon Çelik Sabit Ankraj Plakası İşleme Süreci Analizi
- El Sanatları : işleme - CNC frezeleme veya frezeleme
- Malzeme : karbon çeliği

Kalın Duvarlı Flanşların Torna-Freze Kombinasyonlu İşlenmesi ve Kusur Tespiti
- El Sanatları : işleme - Tornalama ve frezeleme
- Malzeme : alaşımlı çelik

Petrol Sondaj Platformlarında Matkap Sabitleyici Uygulaması
- El Sanatları : işleme - Beş eksenli işleme
- Malzeme : alaşımlı çelik

İnşaat Mühendisliği için S355JR Kaynaklı H Kirişlerin Özel Üretimi
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği

Bina Uygulamaları için U-Çelik Profillerin Hassas İşlenmesi
- El Sanatları : damgalama - Sıradan damgalama
- Malzeme : Alüminyum

Konik Kırıcı Kırma Mantosu
- El Sanatları : -
- Malzeme :

Yenilikçi sıyırma teknolojisi: Yüksek yoğunluklu ısı dağıtma teknolojisinin darboğazını aşmak
- El Sanatları : Yüzey işleme - diğer
- Malzeme : alaşımlı çelik
Daha Fazla Ürün
Daha fazlasıEksenel Fan Gövdesinin İşlenmesinde Kullanılan İşleme Süreçleri Nelerdir
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği
Karbon Çelik Sabit Ankraj Plakası İşleme Süreci Analizi
- El Sanatları : işleme - CNC frezeleme veya frezeleme
- Malzeme : karbon çeliği
Kalın Duvarlı Flanşların Torna-Freze Kombinasyonlu İşlenmesi ve Kusur Tespiti
- El Sanatları : işleme - Tornalama ve frezeleme
- Malzeme : alaşımlı çelik
Petrol Sondaj Platformlarında Matkap Sabitleyici Uygulaması
- El Sanatları : işleme - Beş eksenli işleme
- Malzeme : alaşımlı çelik
İnşaat Mühendisliği için S355JR Kaynaklı H Kirişlerin Özel Üretimi
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği
Bina Uygulamaları için U-Çelik Profillerin Hassas İşlenmesi
- El Sanatları : damgalama - Sıradan damgalama
- Malzeme : Alüminyum
Konik Kırıcı Kırma Mantosu
- El Sanatları : -
- Malzeme :
Yenilikçi sıyırma teknolojisi: Yüksek yoğunluklu ısı dağıtma teknolojisinin darboğazını aşmak
- El Sanatları : Yüzey işleme - diğer
- Malzeme : alaşımlı çelik