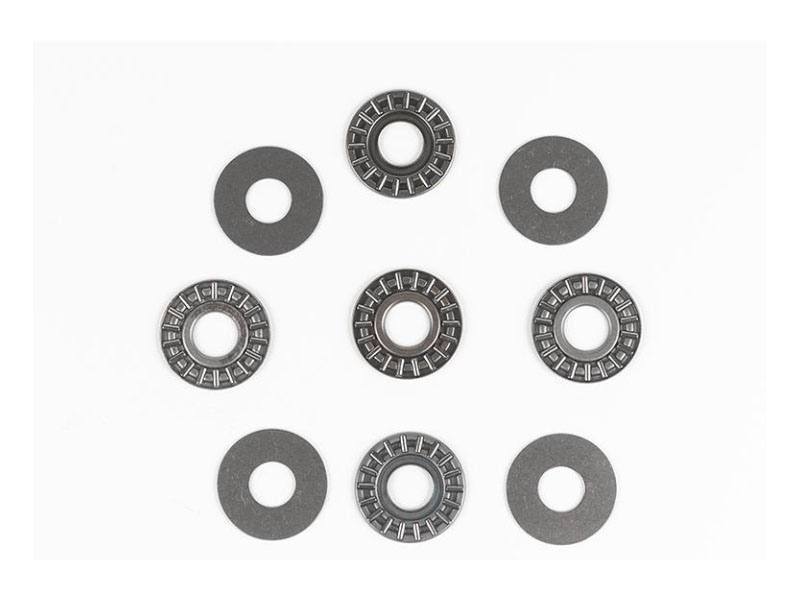
Rulman Yuvası Şimi



| Ürün Adı: | Rulman Yuvası Şimi |
| Anahtar kelimeler: | Otomotiv Parçaları Rulman Yuvası Şimi |
| Sanayi: | Toplu taşıma - otomobil imalat sanayi |
| El Sanatları: | işleme - tel kesme |
| Malzeme: | alaşımlı çelik |
İşleme üreticileri
- Benzer ürünler sağlayan 41 üreticisi var
- Bu işleme teknolojisini sağlayan 160 üreticisi var
- Bu malzeme işleme hizmetini sağlayan 96 üretici var
- Bu sektörde işleme hizmetleri sağlayan 103 üretici bulunmaktadır
Ürün Detayları
Otomotiv parçaları rulman yuvası şimi (rulman pulu veya yuva şimi olarak da adlandırılır), otomotiv motorlarında veya şanzıman sistemlerinde rulman montajı için kullanılan önemli bir yardımcı bileşendir. Esas olarak rulman yuvalarına (örneğin, krank mili ana yatak kapakları veya biyel kolu yatak yuvaları) monte edilir ve rulman ile yatak boynu arasındaki boşluğu hassas bir şekilde ayarlamak, dönen parçaların düzgün çalışmasını ve dayanıklılığını sağlamak için kullanılır. İmalat toleranslarını veya termal genleşmeden kaynaklanan deformasyonu telafi etmek için genellikle yüksek hassasiyetli uygulamalarda kullanılan ince bir metal halka yapısıdır.
Temel İşlevler
- Boşluğu Ayarlama: Farklı kalınlıklardaki şimleri üst üste ekleyerek veya çıkararak, rulman boşluğunu (genellikle 0,02-0,05 mm) hassas bir şekilde kontrol eder, rulmanın aşırı ısınmasına veya aşırı gevşekliğin neden olduğu titreşim ve aşınmayı önler.
- Eksenel Yükü Tamponlama: Eksenel itmeyi emer, yükü dağıtır, şaft ve rulman arasındaki doğrudan sürtünmeyi azaltır, şanzıman verimliliğini ve ömrünü artırır.
- Termal Deformasyonu Telafi Etme: Motorun yüksek sıcaklık ortamında (100-200°Cye kadar ulaşabilir) genleşme alanı bırakır, montaj deformasyonundan kaynaklanan arızaları önler.
- Sızdırmazlığı Artırma: Rulman uç kapağı ve gövde arasındaki sızdırmazlığa yardımcı olur, yağ sızıntısını veya yabancı maddelerin girişini önler, genel güç aktarım sisteminin güvenilirliğini artırır.
Yapısal Özellikler
- Temel Şekil: Düz halka veya yarım daire şeklinde, kalınlık genellikle 0,01-0,5 mm, çap rulmanın iç/dış bileziğiyle eşleşir (yaygın özellikler φ40-100mm). Kenarlarda rulman yuvasına gömülmeyi kolaylaştıran konumlandırma yuvaları veya tırtıklar olabilir.
- Montaj Konumu: Esas olarak motor krank mili, eksantrik mili veya şanzıman rulman yuvalarında, rulman yatağı (tile) ile birlikte "yatak-şim-kapak" yapısını oluşturur.
- Çeşitli Özellikler: Araç modeline (örneğin, Volkswagen EA888 motoru veya Toyota 2GR-FE) göre özelleştirilmiş, kalınlık derecelendirmesi (örneğin, 0,05 mmlik artışlarla), sahada kolay seçim için.
Yaygın Malzemeler
- Rulman Çeliği (GCr15): Yüksek sertlik (HRC58-62), güçlü aşınma direnci, yüksek hızlı dönme uygulamaları için uygundur.
- Bakır Alaşımı veya Alüminyum Alaşımı: Yüksek ısı iletkenliği, yüksek sıcaklık bölgelerinde ısı stresini azaltmak için kullanılır.
- Kompozit Malzemeler: Çelik sırtlı bakır katman gibi, korozyon direncini artırır, genellikle turboşarjlı motorlarda bulunur.
İşleme ve Montaj Özeti
İşleme, düzlemselliği <0,005 mm ve yüzey pürüzlülüğü Ra 0,2μm sağlamak için hassas damgalama veya tel kesme kullanır. Montaj sırasında, boşluğu ölçmek için bir mikrometre kullanılır ve kalınlık toplamı tasarım değerine (hata <0,01 mm) eşleşecek şekilde seçilir. Yaygın arıza, şim deformasyonunun neden olduğu rulman vuruntusudur, her 50.000-100.000 kmde bir inceleme yapılması önerilir.
Benzer Ürünler
Daha fazlası
Eksenel Fan Gövdesinin İşlenmesinde Kullanılan İşleme Süreçleri Nelerdir
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği

Karbon Çelik Sabit Ankraj Plakası İşleme Süreci Analizi
- El Sanatları : işleme - CNC frezeleme veya frezeleme
- Malzeme : karbon çeliği

Kalın Duvarlı Flanşların Torna-Freze Kombinasyonlu İşlenmesi ve Kusur Tespiti
- El Sanatları : işleme - Tornalama ve frezeleme
- Malzeme : alaşımlı çelik

Petrol Sondaj Platformlarında Matkap Sabitleyici Uygulaması
- El Sanatları : işleme - Beş eksenli işleme
- Malzeme : alaşımlı çelik

İnşaat Mühendisliği için S355JR Kaynaklı H Kirişlerin Özel Üretimi
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği

Bina Uygulamaları için U-Çelik Profillerin Hassas İşlenmesi
- El Sanatları : damgalama - Sıradan damgalama
- Malzeme : Alüminyum

Konik Kırıcı Kırma Mantosu
- El Sanatları : -
- Malzeme :

Yenilikçi sıyırma teknolojisi: Yüksek yoğunluklu ısı dağıtma teknolojisinin darboğazını aşmak
- El Sanatları : Yüzey işleme - diğer
- Malzeme : alaşımlı çelik
Daha Fazla Ürün
Daha fazlasıEksenel Fan Gövdesinin İşlenmesinde Kullanılan İşleme Süreçleri Nelerdir
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği
Karbon Çelik Sabit Ankraj Plakası İşleme Süreci Analizi
- El Sanatları : işleme - CNC frezeleme veya frezeleme
- Malzeme : karbon çeliği
Kalın Duvarlı Flanşların Torna-Freze Kombinasyonlu İşlenmesi ve Kusur Tespiti
- El Sanatları : işleme - Tornalama ve frezeleme
- Malzeme : alaşımlı çelik
Petrol Sondaj Platformlarında Matkap Sabitleyici Uygulaması
- El Sanatları : işleme - Beş eksenli işleme
- Malzeme : alaşımlı çelik
İnşaat Mühendisliği için S355JR Kaynaklı H Kirişlerin Özel Üretimi
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği
Bina Uygulamaları için U-Çelik Profillerin Hassas İşlenmesi
- El Sanatları : damgalama - Sıradan damgalama
- Malzeme : Alüminyum
Konik Kırıcı Kırma Mantosu
- El Sanatları : -
- Malzeme :
Yenilikçi sıyırma teknolojisi: Yüksek yoğunluklu ısı dağıtma teknolojisinin darboğazını aşmak
- El Sanatları : Yüzey işleme - diğer
- Malzeme : alaşımlı çelik