Krank Mili Dövme İşlemi



| Ürün Adı: | Krank Mili Dövme İşlemi |
| Anahtar kelimeler: | Krank Mili Dövme, Krank Mili Malzeme Seçimi, Krank Mili Dövme Isıtma, Krank Mili Isıl İşlemi |
| Sanayi: | Toplu taşıma - otomobil imalat sanayi |
| El Sanatları: | dövme - Dövme kalıplama |
| Malzeme: | alaşımlı çelik |
İşleme üreticileri
- Benzer ürünler sağlayan 39 üreticisi var
- Bu işleme teknolojisini sağlayan 184 üreticisi var
- Bu malzeme işleme hizmetini sağlayan 93 üretici var
- Bu sektörde işleme hizmetleri sağlayan 156 üretici bulunmaktadır
Ürün Detayları
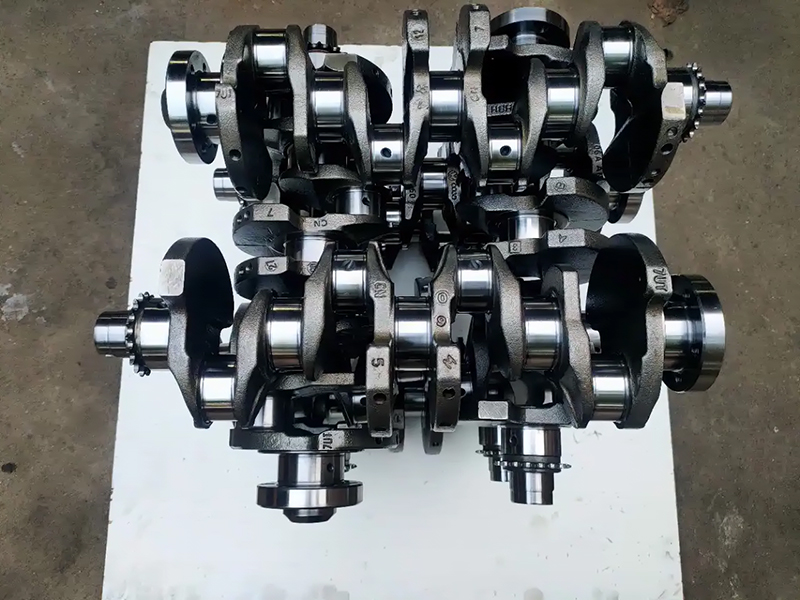
Krank mili dövme işlemi, bir metal kütüğün ısıtılması ve ardından krank milini oluşturmak için bir çekiç, pres veya başka bir ekipman kullanılarak dövülmesini içerir. Spesifik işlem akışı aşağıdaki gibidir:
1. Malzeme Seçimi: Yaygın krank mili malzemeleri arasında dökme demir, alaşımlı çelik ve ince çelik bulunur. Malzeme seçimi, krank milinin kullanım amacı, yükü ve dayanıklılığı gibi faktörlere bağlıdır.
2. Isıtma: Seçilen metal kütük bir dövme fırınına yerleştirilir ve dövme için metali yumuşatmak amacıyla genellikle 1200°C'nin üzerinde uygun bir sıcaklığa ısıtılır.
3. Dövme: Isıtma işleminden sonra, metal kütük bir dövme makinesine yerleştirilir ve burada basınç uygulanarak metal plastik olarak deforme edilir ve nihayetinde çekiçle krank mili şekline getirilir. Dövme işlemi genellikle, her biri belirli bir işçilik ve dövme deformasyonu gerektiren birden fazla adımdan oluşur ve belirtilen gereksinimleri karşılamak için nihai şeklin, boyutların ve mekanik özelliklerin sağlanması gerekir.
4. Isıl İşlem: Dövme işleminden sonra krank mili, iç gerilimleri gidermek ve mikro yapısını ve mekanik özelliklerini iyileştirmek için tavlama veya söndürme işlemine tabi tutulur. 5. İşleme: Isıl işlemden sonra krank mili, hassasiyetini ve yüzey kalitesini daha da artırmak için taşlama, tornalama ve diğer işleme süreçlerinden geçer.
6. Muayene: Son olarak, bitmiş krank mili, tasarım gereksinimlerini karşıladığından ve mükemmel performans ve dayanıklılık sergilediğinden emin olmak için çeşitli muayene ve testlerden geçer.
Krank mili dövme işlemi, nihai ürünün kalitesini ve performansını sağlamak için özel beceriler ve yüksek hassasiyetli ekipman gerektiren karmaşık bir işlemdir.
1. Malzeme Seçimi: Yaygın krank mili malzemeleri arasında dökme demir, alaşımlı çelik ve ince çelik bulunur. Malzeme seçimi, krank milinin kullanım amacı, yükü ve dayanıklılığı gibi faktörlere bağlıdır.
2. Isıtma: Seçilen metal kütük bir dövme fırınına yerleştirilir ve dövme için metali yumuşatmak amacıyla genellikle 1200°C'nin üzerinde uygun bir sıcaklığa ısıtılır.
3. Dövme: Isıtma işleminden sonra, metal kütük bir dövme makinesine yerleştirilir ve burada basınç uygulanarak metal plastik olarak deforme edilir ve nihayetinde çekiçle krank mili şekline getirilir. Dövme işlemi genellikle, her biri belirli bir işçilik ve dövme deformasyonu gerektiren birden fazla adımdan oluşur ve belirtilen gereksinimleri karşılamak için nihai şeklin, boyutların ve mekanik özelliklerin sağlanması gerekir.
4. Isıl İşlem: Dövme işleminden sonra krank mili, iç gerilimleri gidermek ve mikro yapısını ve mekanik özelliklerini iyileştirmek için tavlama veya söndürme işlemine tabi tutulur. 5. İşleme: Isıl işlemden sonra krank mili, hassasiyetini ve yüzey kalitesini daha da artırmak için taşlama, tornalama ve diğer işleme süreçlerinden geçer.
6. Muayene: Son olarak, bitmiş krank mili, tasarım gereksinimlerini karşıladığından ve mükemmel performans ve dayanıklılık sergilediğinden emin olmak için çeşitli muayene ve testlerden geçer.
Krank mili dövme işlemi, nihai ürünün kalitesini ve performansını sağlamak için özel beceriler ve yüksek hassasiyetli ekipman gerektiren karmaşık bir işlemdir.
Önceki makale : İnşaat Çelik Yapıları ve Köprüler İçin Özel Dövme Halkalar
Sonraki makale : Motor Krank Mili İşleme
Benzer Ürünler
Daha fazlası
Eksenel Fan Gövdesinin İşlenmesinde Kullanılan İşleme Süreçleri Nelerdir
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği

Kalın Duvarlı Flanşların Torna-Freze Kombinasyonlu İşlenmesi ve Kusur Tespiti
- El Sanatları : işleme - Tornalama ve frezeleme
- Malzeme : alaşımlı çelik

Karbon Çelik Sabit Ankraj Plakası İşleme Süreci Analizi
- El Sanatları : işleme - CNC frezeleme veya frezeleme
- Malzeme : karbon çeliği

Petrol Sondaj Platformlarında Matkap Sabitleyici Uygulaması
- El Sanatları : işleme - Beş eksenli işleme
- Malzeme : alaşımlı çelik

İnşaat Mühendisliği için S355JR Kaynaklı H Kirişlerin Özel Üretimi
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği

Bina Uygulamaları için U-Çelik Profillerin Hassas İşlenmesi
- El Sanatları : damgalama - Sıradan damgalama
- Malzeme : Alüminyum

Konik Kırıcı Kırma Mantosu
- El Sanatları : -
- Malzeme :

Yenilikçi sıyırma teknolojisi: Yüksek yoğunluklu ısı dağıtma teknolojisinin darboğazını aşmak
- El Sanatları : Yüzey işleme - diğer
- Malzeme : alaşımlı çelik
Daha Fazla Ürün
Daha fazlasıEksenel Fan Gövdesinin İşlenmesinde Kullanılan İşleme Süreçleri Nelerdir
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği
Kalın Duvarlı Flanşların Torna-Freze Kombinasyonlu İşlenmesi ve Kusur Tespiti
- El Sanatları : işleme - Tornalama ve frezeleme
- Malzeme : alaşımlı çelik
Karbon Çelik Sabit Ankraj Plakası İşleme Süreci Analizi
- El Sanatları : işleme - CNC frezeleme veya frezeleme
- Malzeme : karbon çeliği
Petrol Sondaj Platformlarında Matkap Sabitleyici Uygulaması
- El Sanatları : işleme - Beş eksenli işleme
- Malzeme : alaşımlı çelik
İnşaat Mühendisliği için S355JR Kaynaklı H Kirişlerin Özel Üretimi
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği
Bina Uygulamaları için U-Çelik Profillerin Hassas İşlenmesi
- El Sanatları : damgalama - Sıradan damgalama
- Malzeme : Alüminyum
Konik Kırıcı Kırma Mantosu
- El Sanatları : -
- Malzeme :
Yenilikçi sıyırma teknolojisi: Yüksek yoğunluklu ısı dağıtma teknolojisinin darboğazını aşmak
- El Sanatları : Yüzey işleme - diğer
- Malzeme : alaşımlı çelik