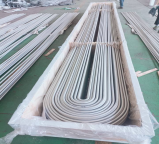
SA179 Isı Eşanjörü "U" Boruları


| Ürün Adı: | SA179 Isı Eşanjörü "U" Boruları |
| Anahtar kelimeler: | Isı Eşanjörü "U" Boruları |
| Sanayi: | Mekanik ve elektrik - aşındırıcılar, aşındırıcılar |
| El Sanatları: | işleme - Beş eksenli işleme |
| Malzeme: | alaşımlı çelik |
İşleme üreticileri
- Benzer ürünler sağlayan 54 üreticisi var
- Bu işleme teknolojisini sağlayan 130 üreticisi var
- Bu malzeme işleme hizmetini sağlayan 107 üretici var
- Bu sektörde işleme hizmetleri sağlayan 117 üretici bulunmaktadır
Ürün Detayları
Henan Bebon, SA179 ısı eşanjörü “U” borularının profesyonel bir üreticisidir.
SA179 “U” boruları neden ısı eşanjörü uygulamalarınız için ideal bir seçimdir?
a. Üstün Isı İletkenliği
SA179 malzemesi, son derece düşük karbon içeriğine sahip düşük karbonlu çeliktir. Bu, metalin tane yapısının daha düzgün ve yoğun olmasını sağlayarak mükemmel bir ısı iletim katsayısı sağlar. Isı eşanjörlerinde bu, daha yüksek bir ısı transfer verimliliği anlamına gelir ve ısıyı bir taraftaki akışkandan diğerine hızlı bir şekilde aktararak tüm ekipmanın enerji verimliliğini artırır.
b. Mükemmel Soğuk Bükme Yeteneği (Temel Avantaj)
“U” borularının temel üretim süreci soğuk bükmedir. SA179 malzemesinin düşük karbon özelliği, ona mükemmel süneklik ve tokluk kazandırır.
Bükme işlemi sırasında, çatlamaya ve kırışmaya karşı etkili bir şekilde direnerek pürüzsüz, düzgün bir bükülme yarıçapı oluşturur, boru içindeki akışkanın akışkanlığını garanti eder, gerilim yoğunlaşma noktalarını azaltır ve böylece borunun hizmet ömrünü uzatır.
c. İyi Yüzey Kalitesi ve Boyutsal Hassasiyet
Bu standart, boruların oksitsiz parlak tavlama işleminden geçirilmesini gerektirir. Bu, iki doğrudan fayda sağlar:
Temiz yüzey: Kirlilikleri ve oksit katmanlarını azaltarak akışkanın kirlenmesini önler ve ayrıca sonraki temizlik ve bakımı kolaylaştırır.
Hassas boyutlar: Tavlama işlemi, soğuk işlem gerilimini ortadan kaldırır ve borunun boyutlarının (dış çap, duvar kalınlığı) çok kararlı ve hassas olmasını sağlayarak boru aynasıyla genleşme bağlantısının sızdırmazlığını ve mukavemetini sağlar.
SA179 “U” boruları neden ısı eşanjörü uygulamalarınız için ideal bir seçimdir?
a. Üstün Isı İletkenliği
SA179 malzemesi, son derece düşük karbon içeriğine sahip düşük karbonlu çeliktir. Bu, metalin tane yapısının daha düzgün ve yoğun olmasını sağlayarak mükemmel bir ısı iletim katsayısı sağlar. Isı eşanjörlerinde bu, daha yüksek bir ısı transfer verimliliği anlamına gelir ve ısıyı bir taraftaki akışkandan diğerine hızlı bir şekilde aktararak tüm ekipmanın enerji verimliliğini artırır.
b. Mükemmel Soğuk Bükme Yeteneği (Temel Avantaj)
“U” borularının temel üretim süreci soğuk bükmedir. SA179 malzemesinin düşük karbon özelliği, ona mükemmel süneklik ve tokluk kazandırır.
Bükme işlemi sırasında, çatlamaya ve kırışmaya karşı etkili bir şekilde direnerek pürüzsüz, düzgün bir bükülme yarıçapı oluşturur, boru içindeki akışkanın akışkanlığını garanti eder, gerilim yoğunlaşma noktalarını azaltır ve böylece borunun hizmet ömrünü uzatır.
c. İyi Yüzey Kalitesi ve Boyutsal Hassasiyet
Bu standart, boruların oksitsiz parlak tavlama işleminden geçirilmesini gerektirir. Bu, iki doğrudan fayda sağlar:
Temiz yüzey: Kirlilikleri ve oksit katmanlarını azaltarak akışkanın kirlenmesini önler ve ayrıca sonraki temizlik ve bakımı kolaylaştırır.
Hassas boyutlar: Tavlama işlemi, soğuk işlem gerilimini ortadan kaldırır ve borunun boyutlarının (dış çap, duvar kalınlığı) çok kararlı ve hassas olmasını sağlayarak boru aynasıyla genleşme bağlantısının sızdırmazlığını ve mukavemetini sağlar.
Önceki makale : 304&316 Isı Eşanjörü "U" Boruları
Sonraki makale : 316L/304 Sebze Fermantasyon Tankı
Benzer Ürünler
Daha fazlası
Eksenel Fan Gövdesinin İşlenmesinde Kullanılan İşleme Süreçleri Nelerdir
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği

Karbon Çelik Sabit Ankraj Plakası İşleme Süreci Analizi
- El Sanatları : işleme - CNC frezeleme veya frezeleme
- Malzeme : karbon çeliği

Kalın Duvarlı Flanşların Torna-Freze Kombinasyonlu İşlenmesi ve Kusur Tespiti
- El Sanatları : işleme - Tornalama ve frezeleme
- Malzeme : alaşımlı çelik

Petrol Sondaj Platformlarında Matkap Sabitleyici Uygulaması
- El Sanatları : işleme - Beş eksenli işleme
- Malzeme : alaşımlı çelik

İnşaat Mühendisliği için S355JR Kaynaklı H Kirişlerin Özel Üretimi
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği

Bina Uygulamaları için U-Çelik Profillerin Hassas İşlenmesi
- El Sanatları : damgalama - Sıradan damgalama
- Malzeme : Alüminyum

Konik Kırıcı Kırma Mantosu
- El Sanatları : -
- Malzeme :

Yenilikçi sıyırma teknolojisi: Yüksek yoğunluklu ısı dağıtma teknolojisinin darboğazını aşmak
- El Sanatları : Yüzey işleme - diğer
- Malzeme : alaşımlı çelik
Daha Fazla Ürün
Daha fazlasıEksenel Fan Gövdesinin İşlenmesinde Kullanılan İşleme Süreçleri Nelerdir
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği
Karbon Çelik Sabit Ankraj Plakası İşleme Süreci Analizi
- El Sanatları : işleme - CNC frezeleme veya frezeleme
- Malzeme : karbon çeliği
Kalın Duvarlı Flanşların Torna-Freze Kombinasyonlu İşlenmesi ve Kusur Tespiti
- El Sanatları : işleme - Tornalama ve frezeleme
- Malzeme : alaşımlı çelik
Petrol Sondaj Platformlarında Matkap Sabitleyici Uygulaması
- El Sanatları : işleme - Beş eksenli işleme
- Malzeme : alaşımlı çelik
İnşaat Mühendisliği için S355JR Kaynaklı H Kirişlerin Özel Üretimi
- El Sanatları : metal levha - kaynak
- Malzeme : karbon çeliği
Bina Uygulamaları için U-Çelik Profillerin Hassas İşlenmesi
- El Sanatları : damgalama - Sıradan damgalama
- Malzeme : Alüminyum
Konik Kırıcı Kırma Mantosu
- El Sanatları : -
- Malzeme :
Yenilikçi sıyırma teknolojisi: Yüksek yoğunluklu ısı dağıtma teknolojisinin darboğazını aşmak
- El Sanatları : Yüzey işleme - diğer
- Malzeme : alaşımlı çelik